









纯碱机器人自动拆包机 袋料全自动破袋机械手
来源:本站时间:2025/4/14 8:10:11
纯碱机器人自动拆包机凭借其智能化、无尘化、高精度的技术特性,正成为化工企业降本增效、实现绿色生产的核心装备。
机器人自动拆包机的核心功能与性能指标:
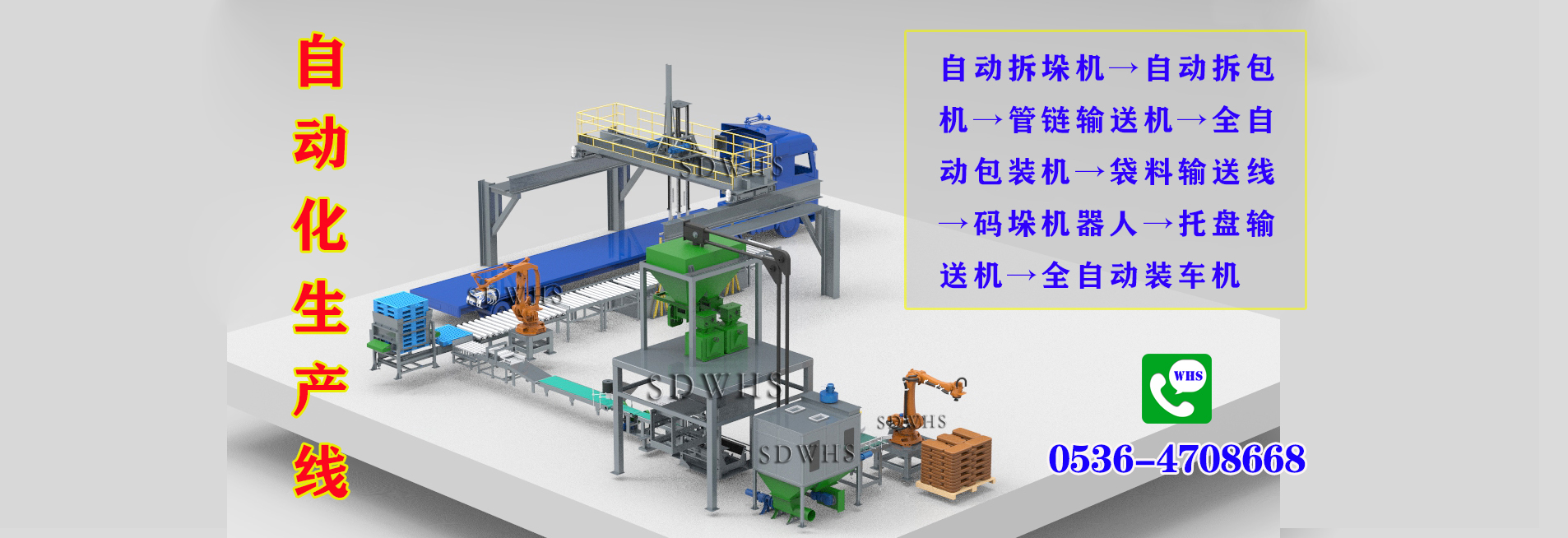
1.高效处理能力:通过机器人拆垛+智能切割系统协同作业,实现自动化拆垛拆包。
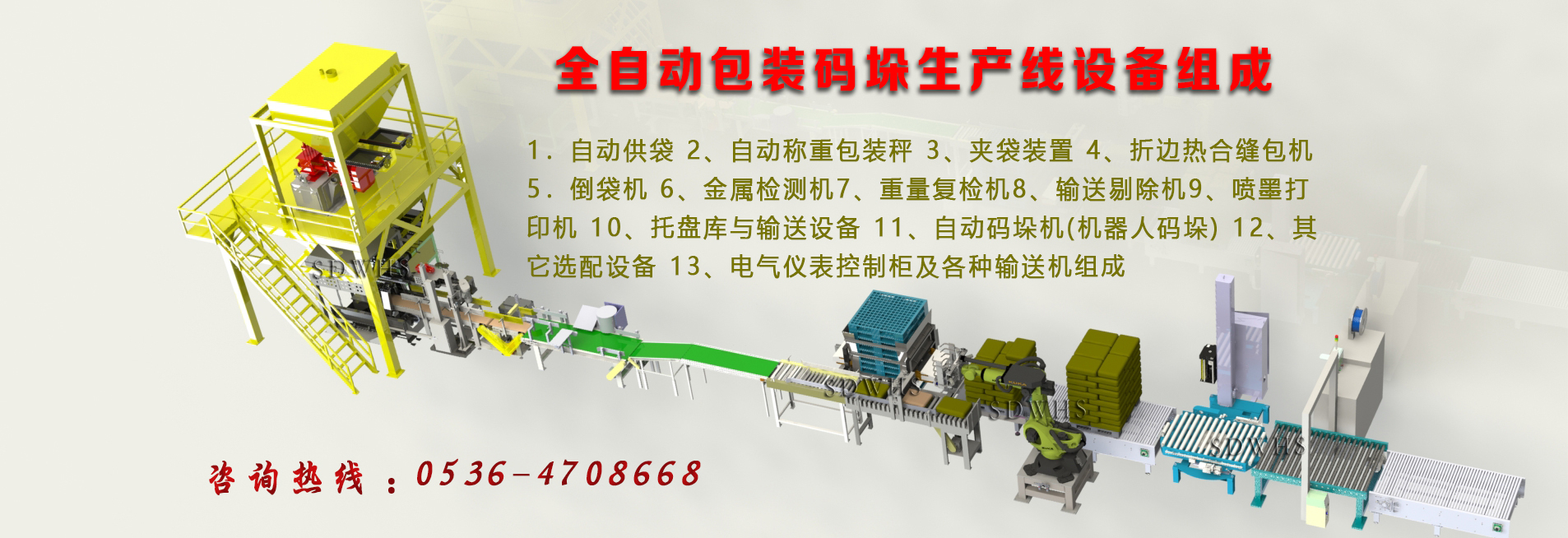
2.无尘化作业:采用密闭机箱+集成除尘装置,粉尘收集效率高。
3.准确定量控制:通过PLC智能电控系统与称重传感器联动,实现物料拆包量的准确控制,误差率。
4.柔性适配能力:支持10-70KG不同规格袋料的自适应处理,兼容编织袋、PE膜袋等多种包装材质。
纯碱机器人自动拆包机技术优势:智能化与模块化双轮驱动
1.全流程无人化作业:从托盘上垛→机械臂抓取→皮带输送→割袋分离→废袋回收,全程无需人工干预。它采用3D视觉定位技术,可识别挤压变形、不规则堆叠的袋料。
2.智能控制系统:PLC+人机界面:实时监控设备运行状态,支持参数一键调整。
3.故障预警系统:内置传感器可提前识别刀片磨损、输送带偏移等问题,降低停机风险。
4.模块化定制设计:根据企业需求灵活配置除尘方案(脉冲式/滤筒式)、输送系统(管链/气力输送)及废袋处理模块(压缩打包/自动收集)。例如,针对易结块物料可加装破块器,保障物料流动性。
纯碱机器人自动拆包机以“免人工、无尘化、高效率”为核心优势,正在重塑化工行业的生产模式。对于企业而言,选择适配产线需求的设备,不仅能实现降本增效,更能为安全生产与可持续发展提供坚实保障。未来,随着工业4.0技术的深度渗透,这类设备将成为化工企业智能化转型的标杆配置。
机器人自动拆包机咨询电话:153 7646 7703 宿
